Purpose of Coating Materials
Coating the external surface of steel pipes is crucial to prevent rusting. Rusting on the surface of steel pipes can significantly affect their functionality, quality, and visual appearance. Hence, the coating process has a considerable impact on the overall quality of steel pipe products.
-
Requirements for Coating Materials
As per the standards set by the American Petroleum Institute, steel pipes should resist corrosion for at least three months. However, the demand for longer anti-rust periods has increased, with many users requiring resistance for 3 to 6 months in outdoor storage conditions. Apart from the longevity requirement, users expect coatings to maintain a smooth surface, even distribution of anti-corrosive agents without any skips or drips that might affect the visual quality.

-
Types of Coating Materials and Their Pros and Cons
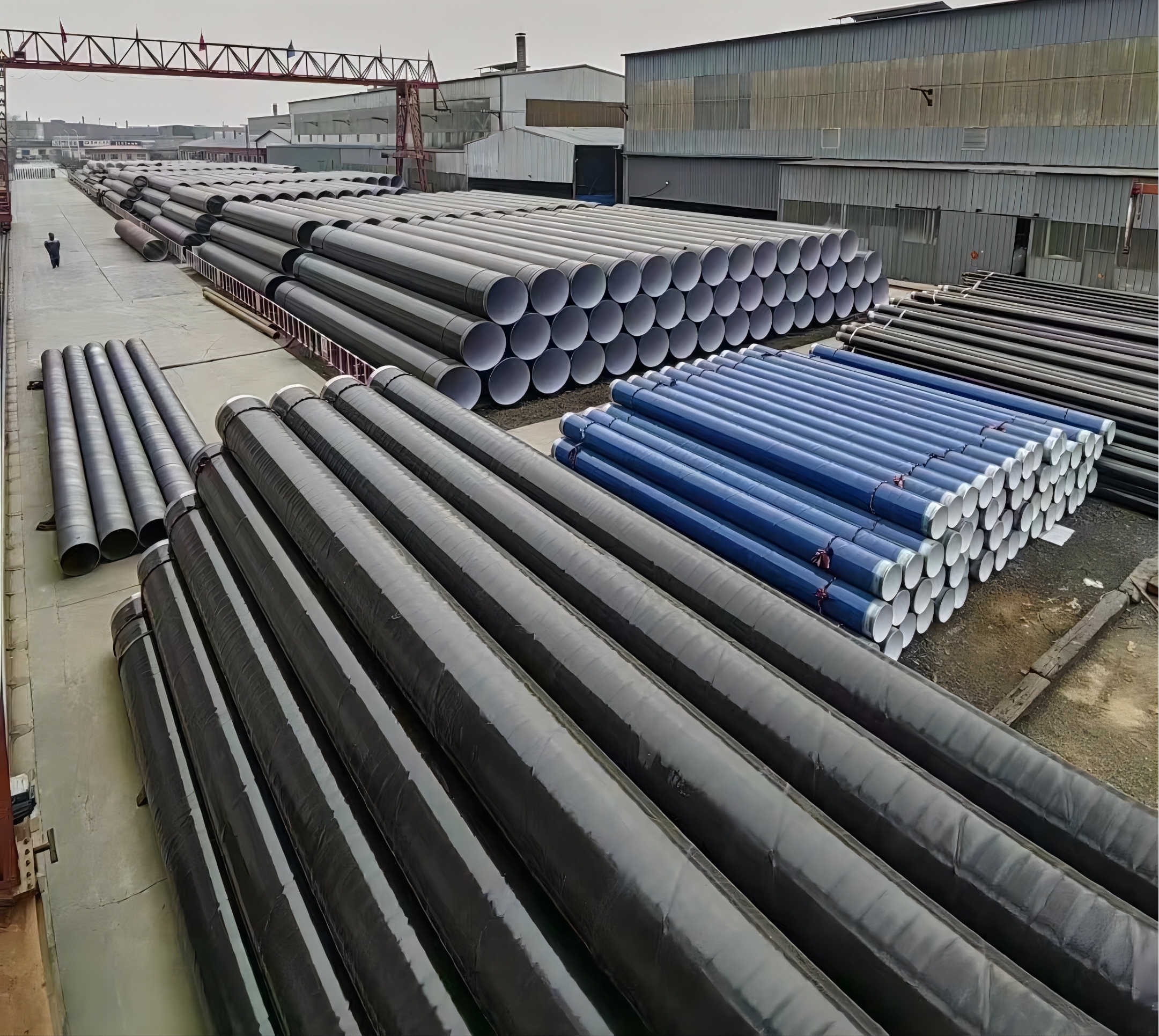
In urban underground pipe networks, steel pipes are increasingly used for transporting gas, oil, water, and more. The coatings for these pipes have evolved from traditional asphalt materials to polyethylene resin and epoxy resin materials. The use of polyethylene resin coatings began in the 1980s, and with varying applications, the components and coating processes have seen gradual improvements.
3.1 Petroleum Asphalt Coating
Petroleum asphalt coating, a traditional anti-corrosive layer, consists of petroleum asphalt layers, reinforced with fiberglass cloth and an external protective polyvinyl chloride film. It offers excellent waterproofing, good adhesion to various surfaces, and cost-effectiveness. However, it has drawbacks including susceptibility to temperature changes, becoming brittle in low temperatures, and being prone to aging and cracking, especially in rocky soil conditions, necessitating additional protective measures and increased costs.
3.2 Coal Tar Epoxy Coating
Coal tar epoxy, made from epoxy resin and coal tar asphalt, exhibits excellent water and chemical resistance, corrosion resistance, good adhesion, mechanical strength, and insulation properties. However, it requires a longer curing time post-application, making it susceptible to adverse effects from weather conditions during this period. Moreover, the various constituents used in this coating system need specialized storage, raising costs.
3.3 Epoxy Powder Coating
Epoxy powder coating, introduced in the 1960s, involves electrostatically spraying powder onto pre-treated and pre-heated pipe surfaces, forming a dense anti-corrosive layer. Its advantages include a wide temperature range (-60°C to 100°C), strong adhesion, good resistance to cathodic disbondment, impact, flexibility, and weld damage. However, its thinner film makes it susceptible to damage and requires sophisticated production techniques and equipment, posing challenges in field application. While it excels in many aspects, it falls short compared to polyethylene in terms of heat resistance and overall corrosion protection.
3.4 Polyethylene Anti-corrosive Coating
Polyethylene offers excellent impact resistance and high hardness along with a broad temperature range. It finds extensive use in cold regions like Russia and Western Europe for pipelines due to its superior flexibility and impact resistance, especially at low temperatures. However, challenges remain in its application on large-diameter pipes, where stress cracking may occur, and water ingress can lead to corrosion beneath the coating, necessitating further research and improvements in material and application techniques.
3.5 Heavy Anti-corrosion Coating
Heavy anti-corrosion coatings provide significantly enhanced corrosion resistance compared to standard coatings. They exhibit long-term effectiveness even in harsh conditions, with lifespans exceeding 10 to 15 years in chemical, marine, and solvent environments, and over 5 years in acidic, alkaline, or saline conditions. These coatings typically have dry film thicknesses ranging from 200μm to 2000μm, ensuring superior protection and durability. They are widely used in marine structures, chemical equipment, storage tanks, and pipelines.
-
Common Issues with Coating Materials
Common issues with coatings include uneven application, dripping of anti-corrosive agents, and the formation of bubbles.
(1) Uneven coating: Uneven distribution of anti-corrosive agents on the pipe surface results in areas with excessive coating thickness, leading to wastage, while thin or uncoated areas reduce the pipe's anti-corrosion capability.
(2) Dripping of anti-corrosive agents: This phenomenon, where anti-corrosive agents solidify resembling droplets on the pipe surface, impacts the aesthetics while not directly affecting corrosion resistance.
(3) Formation of bubbles: Air trapped within the anti-corrosive agent during application creates bubbles on the pipe's surface, affecting both appearance and coating effectiveness.
-
Analysis of Coating Quality Issues
Every problem arises from a variety of reasons, is caused by a variety of factors; and a bundle of steel pipe highlighted by the quality of the problem may also be a combination of several. The causes of uneven coating can be roughly divided into two kinds, one is the uneven phenomenon caused by spraying after the steel pipe enters the coating box; the second is the uneven phenomenon caused by non-spraying.
The reason for the first phenomenon is obviously easy to see, to the coating equipment when the steel pipe into the coating box in 360 ° around a total of 6 guns (casing line has 12 guns) for spraying. If each gun sprayed out of the flow size is different, then it will lead to uneven distribution of anticorrosive agent in the various surfaces of the steel pipe.
The second reason is that there are other reasons for the uneven coating phenomenon besides the spraying factor. There are many kinds of factors, such as steel pipe incoming rust, roughness, so that the coating is difficult to evenly distributed; steel pipe surface has a water pressure measurement left behind when the emulsion, this time for the coating due to contact with the emulsion, so that the preservative is difficult to attach to the surface of the steel pipe, so that there is no coating of the steel pipe parts of the emulsion, resulting in the coating of the entire steel pipe is not uniform.
(1) The reason of anticorrosive agent hanging drops. The cross-section of the steel pipe is round, every time the anticorrosive agent is sprayed on the surface of the steel pipe, the anticorrosive agent in the upper part and the edge will flow to the lower part due to the factor of gravity, which will form the phenomenon of hanging drop. The good thing is that there are oven equipments in the coating production line of the steel pipe factory, which can heat and solidify the anticorrosive agent sprayed on the surface of the steel pipe in time and reduce the fluidity of the anticorrosive agent. However, if the viscosity of the anticorrosive agent is not high; no timely heating after spraying; or heating temperature is not high; the nozzle is not in good working condition, etc. will lead to the anticorrosive agent hanging drops.
(2) Causes of anticorrosive foaming. Due to the operating site environment of the air humidity, paint dispersion is excessive, dispersion process temperature drop will cause preservative bubbling phenomenon. Air humidity environment, lower temperature conditions, preservatives sprayed out of the dispersed into tiny droplets, will lead to a drop in temperature. The water in the air with higher humidity after the temperature drop will condense to form fine water droplets mixed with the preservative, and eventually enter the inside of the coating, resulting in the coating blistering phenomenon.
Post time: Dec-15-2023